

 所有产品
所有产品 相关新闻
相关新闻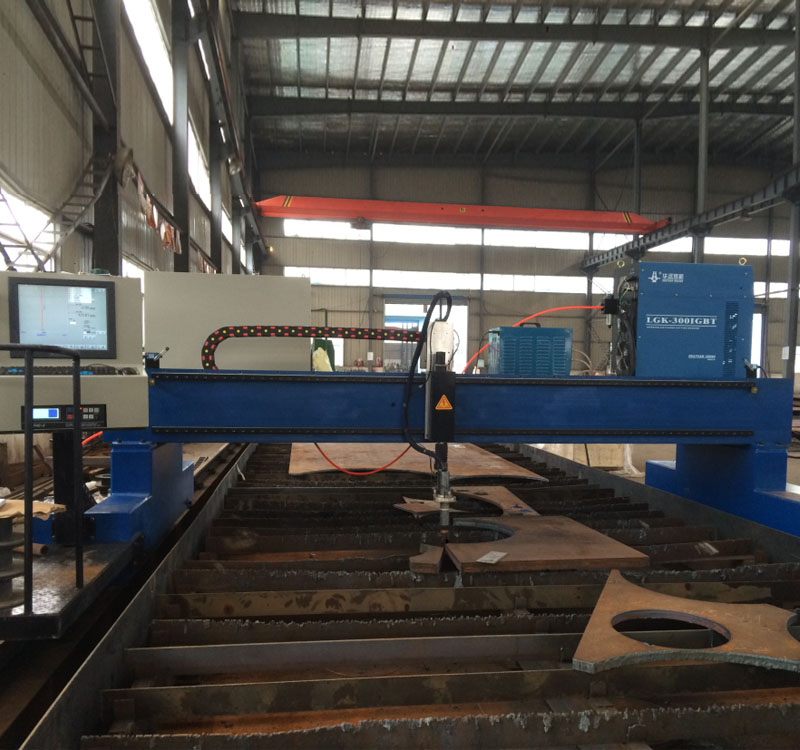
数控切割机切削工艺调整要求 等离子体门式数字切割工具使用等离子弧穿过材料表面,获得切割效果。考虑到等离子弧的形状和材料的穿透阶段,等离子弧通常从切割顶部切割更多金属,从而使切割顶部表面略微倾斜,通常是方形的,但有时是圆形的。此处可能出现的问题是,两个相交面之间相对于线束流动引起的切割顶部的距离。合并切削的顶边时,位于混合层下方的两个相交面之间的距离不正常。 剖切面平面是测量零件剖切面的顶部和底部点之间的间距,沿剖切面倾斜方向的两条平行线。 通常,切割宽度与切割材料的厚度相关,但在许多公司中,切割宽度超过此范围,严重影响切割质量。根据武汉兰勋多年的研发生产经验,等离子弧切割宽度是氧合切割宽度的1.5 ~ 2倍,随着板材厚度和切割宽度的增加而增加。对于钢板厚度小于25毫米的不锈钢或铝,可以用低电流等离子弧切割,切割的直线度较高,特别是切割厚度小于8毫米的钢板,切割小边,甚至直接焊接而无需加工,从而这有助于为印刷电路供电并切断不规则孔。 等离子弧切割表面存在厚度约为0.25-3.80毫米的熔胶层,但切割表面的化学成分没有改变。如果含Mg5% %的铝合金被切割成厚度为0.25mm的熔胶层,则成分没有变化,没有氧化物。也可以通过直接焊接修剪曲面来获得密集焊缝。不锈钢切割时,炭化铬不会沿晶格泄漏,因为加热区迅速转变为649 c的临界温度。因此,使用龙门型数控切割机切割不锈钢不会影响其耐蚀性。


 华飞数控服务热线:18653180816
华飞数控服务热线:18653180816
 重点产品分类
重点产品分类


 18653180816
18653180816 jnhfsk@126.com
jnhfsk@126.com 济南市历城区华山开发区同华路12号
济南市历城区华山开发区同华路12号


 微信在线询价
微信在线询价