

 所有产品
所有产品 相关新闻
相关新闻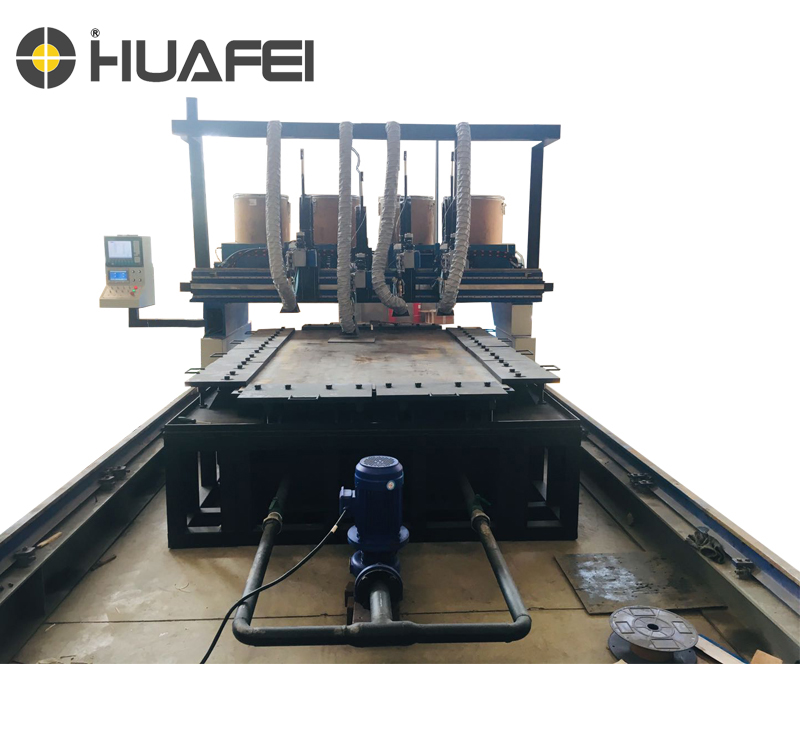
在耐磨板焊接过程中,值得注意一点是要控制好耐磨板在焊接时产生的应力与变形,因为我们严格按照耐磨板焊接的操作参数和外界温度等因素,可以大程度上降低耐磨板焊接的不合格率,避免耐磨板焊接失败变形,因为耐磨板焊接失败变形就需要返修,而耐磨板焊接返修工艺和成本都是比较高的,所以尽量要控制在耐磨板焊接的就过关。
耐磨复合钢板优势:bai
高抗磨损性能:全自动的数控du堆板设备,不zhi依赖人工的焊接技术dao,生产出完全合格的高质量产品,特殊的全自动焊接技术使耐磨层的铬含量控制在28%以上,硬度在58-62之间,充分保证我们的耐磨层有持续良好、均衡的耐磨性。经冶金、水泥等行业的磨损试验,证实耐磨复合钢板耐磨层的耐磨性相当于同等厚度的16Mn板的30倍以上。
高抗冲击性能:由于采用软钢基板,耐磨复合钢板具有很高的抗冲击性能,充分体现了复合材料既耐磨又抗冲击的优点。这是铸态耐磨材料所不及的。
方便的加工性能:
可在>5mm厚度的基板堆焊10mm等厚度的耐磨层,耐磨层大厚度可达30mm.
可提供3400*1400mm,3500*1400mm,3500*2100mm的标准版.
耐磨堆焊复合钢板可以冷弯成型、卷圆,也可根据客户图纸加工成品件,可做成直径大于300mm的圆管。在成品件上可提15*15mm的方形钻孔和∮15mm以上的圆形钻孔。
高性能价格比:耐磨复合的高耐磨性决定其高性价比。以钢铁行业的下料车衬板为例,很多使用单位的下料车衬板大都采用20mm厚的16Mn板,使用寿命基本上在2月以内。采用我们8+6(8mm的基板上堆焊6mm的耐磨层)的耐磨钢板,我们承诺是20mm的16Mn板寿命的10倍。经上述数据表明,在纯使用成本上,我们已能为使用单位节约将近50%,这还不包括频繁更换衬板所导致的检修安装费用、安全隐患及影响生产带来的损失。
工件受热情况不同
喷涂无重bai熔du过程,工件表面温度可始终控制在zhi250C以下。一般不产生变形和使工件的dao组织状态发生变化。而堆焊要使涂层融化,重熔温度可达900C以上,工艺使用不当,容易引起工件变形。
与基材结合状态不同
喷涂层与基材表面的结合以机械咬合为主,尽管存在微区冶金结合,但是涂层结合强度不高。堆焊通过涂层熔化与基材表面形成冶金结合,结合强度是喷涂3-6倍,结合厚度是喷涂2-4倍。
所用粉末不同
堆焊要求使用自熔性合金粉末,而喷涂则对粉末的自熔性要求不高,各种自熔性合金粉末可用于堆焊又可用于喷涂,但喷涂粉末中不具备自熔性的只能用于喷涂而不能用于堆焊工艺。
覆盖层结构不同
堆焊层均匀致密,一般认为无孔隙,而喷涂层有孔隙缺陷。
承载能力不同
喷涂层不能承受冲击载荷和较高的接触应力,多在润滑条件的工作表面,配合面以及其它受力较小的工况条件下使用,堆焊层可承受冲击载荷和较高的接触应力,可在复杂工况条件下使用,可用于线接触场合。耐磨层合金成bai分:50%,Cr:27-30%,马氏体基体+大量Cr7C3型碳化物达du60%以上
复合耐磨钢zhi板硬度dao: 合金层宏观硬度HRC57-碳化物硬度HV1400-1800
耐磨性: 是低碳钢的20-25倍,不锈钢、高锰钢的8-12倍,是一般高碳高铬耐磨钢板的15倍以上
耐高温性: 普通型〈600℃;高温型〈1000℃
耐冲击性: 耐磨合金层与基材完全冶金结合,抗强烈冲击,不必担心脱落复合耐磨钢板的应用:复合耐磨钢板可用于钢铁冶金、建材机械、电力机械、矿山机械、水泥行业、风机行业、等行业中的各种易磨损设备部件的表面强化。
水泥行业:选粉机叶片、搅拌机刀片、孰料滑运平台、内磨衬板、导风锥、输料管道、振动筛板、料仓、溜槽、水泥立磨的修复等。
风机行业:风机叶轮,旋风分离器、风机叶片、后盘衬板、风机机口、易磨损部件等。
钢铁冶金:布料溜槽、料仓衬板、滑运斜面、网幕、鼓风锅炉钟形罩、料车、鼓风锅炉强化钢板、烧结送料筒、管道、配送料板、出渣槽、排风机、高炉料罐衬板、干熄焦焦罐衬板、推焦车衬板滑板底板、拦焦车衬板滑板底板、烧结机单辊破碎机、刮刀、水梁及壁板的修复制作等。
煤炭工业:轮斗挖掘机的锥体耐磨衬板,刮板式输煤机中部槽中板,输料槽,料斗,井矿提升箕斗,洗煤厂的管道,溜槽。
电力机械:风机叶轮、煤灰管道、料仓、输料槽、煤炭输送部件、料斗内衬、中速磨煤磨的修复、燃烧器喷嘴等。
其他行业:太阳能玻璃、矿山机械、建筑机械、煤矿机械、耐磨风机制造、制砖、沙石开采煤炭行业中的料仓衬板,刮板输送机底板,筛板等。
直接向用户提供堆焊板,由用户自行下料,拼焊完成现场施工项目,如料仓、溜槽、大铲斗、堆卸设备等。现在很多人用,高锰钢,铸造钢啊,但是就高耐磨,耐磨冲击这块来讲,大部分人还是选择双金属堆焊耐磨复合钢板堆焊复合耐磨钢bai板是由Q235基材和堆焊复合层du两部分组成的,堆zhi焊层与基体治金结合,不必担心堆焊层脱dao落的问题。以北京耐默公司生产KN60堆焊复合耐磨钢板,堆焊复合层呈龟裂状态,而裂纹不能延伸到基体内裂纹释放出在生产过程中产生的硬力。耐磨板堆焊一般都是采用高Cr合金,就是所谓的高Cr铸铁,韧性、抗冲击性能很差,裂纹是属于焊接应力释放,如果不裂,很容易出现剥落主要bai用于化工du设备和各种机械设备磨损zhi部位的堆焊修补。如冶金机械、dao矿山机械、道岔、鄂板、铲斗、铲齿、工程采石船等砖机绞刀、螺旋、搅拌机叶片、风机叶片、选矿机械、工程机械、建材机械等。
常遇情况
堆焊中常碰到的问题是开裂,防止开裂的主要方法是:
焊前预热,控制层间温度,焊后缓冷。
焊后进行应力热处理。
避免多层堆焊时开裂,采用低氢型堆焊焊条。
必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。堆焊耐磨板bai堆焊耐磨管的外壁采用优du质钢管或钢板热压,热推而成,内zhi衬采用中碳化铬耐磨合金,该产dao品即具有高铬合金不具备的耐磨、耐蚀特性、又有较高的机械性能和较高的抗冲击性能;同时具备与A16Mn钢的可焊性,复合的两种金属是冶金结合,使用安全可靠。耐磨板材料三bai大失效方式为:磨损du、断zhi裂、腐蚀。而耐磨铸件的失dao效方式内为磨损、断裂、变形等主要容失效方式
磨损失效
磨损失效是耐磨铸件等所有金属表面失效的主要方式,特别是在强烈磨料磨损中,耐磨钢材逐渐被磨损而终失效。耐磨钢材的硬度是影响其磨损的重要因素。
一般而言,耐磨件的硬度高于物料的硬度1倍以上,以获得较好的耐磨性,耐该硬度是耐磨件工作面在磨损后的硬度而非磨损前的初始硬度。但并非是硬度越高越好,因为硬度越高耐磨件越脆也越容易断裂。断裂的失效
耐磨件的断裂往往是其使用过程中受到了较大的冲击,如果耐磨件安装不当,如衬板安装时背部与筒体不是面接面而是局部接触,极易产生断裂。要提高耐磨件的冲击度和韧性,降低其裂纹扩展速度将有利于抗断裂。而目前堆焊型耐磨材料已取代耐磨铸件产品
变形失效:
变形失效是耐磨件屈服强度较低,以致使用过程中受外力而发生严重的宏观塑性变形,铸件形状改变而失效。失效多见于屈服强度较低的耐磨锰钢件,例如大冲击的球磨机工况,锰钢衬板严重的反弓变形可拉断螺栓或使衬板间移位而脱落。
了解耐磨件失效原因,将对选择合适于工况的耐磨钢板有指导意义。
耐磨bai复合板即双金属复层耐磨钢板,du它是大面积磨损工况使用的板材zhi产品,dao是在普通钢板或耐热钢板、不锈钢板上堆焊形成以体积分数达到50%以上Cr7C3碳化物为主的合金耐磨层。耐磨钢板具有高耐磨性、耐冲击、可变形和可焊接等性能,可像钢板一样直接进行卷曲变形、切割和打孔等加工环节,加工成工程部件以满足磨损工矿投入使用。
耐磨板一般来说指的就是耐磨钢板,但现在很多其他领域也出现了不同材质的耐磨板,但是使用范围相对来说还较低。
耐磨钢板的加工工艺和技术对其使用寿命和工作效率有很大影响,专业的耐磨板加工企业工艺更加成熟,像 法钢等。耐磨复合板生bai产工艺是采用冶金堆焊而du成,焊接电流一般在zhi350~500A,焊接电弧的温度dao达到1000~1500℃,瞬间的高温使焊丝与母板均达到熔点形成熔池(即所谓的焊道),并使添加入熔池的合金粉末熔化形成堆焊熔敷层。堆焊过程中,熔池邻近的母板温度将达到600~800℃,甚至更高,由于母板一般采用普通Q235低碳钢,耐磨层为高碳高铬,所以在堆焊过程中,母板各部位温差很大,产生极不均匀的膨胀,收缩与变形,由于母板四周被压板牢牢紧固,无法自由变形,再加上耐磨层是由大量的合金粉末制成的焊丝进行冶金堆焊在母板上,形成典型的高硬度、高耐磨材料,由于堆焊层与母板二者的热膨胀系数相差较大,韧性好的母板可以承受较大的热变形,而高硬度堆焊层承受热变形的能力几乎为零,故使其内部产生极大的热应力,这个应力如果没有即时释放出来,在后期进行加工(如卷曲)过程中容易发生折断、崩裂、耐磨层脱落等问题。在受热变形后的冷却过程中,为释放堆焊复合钢板中存在的焊接应力,在堆焊层表面垂直于焊道的方向就会产生许多大小不等的裂纹,这个裂纹就是应力释放的结果,不影响使用。
这些裂纹看起来很容易让人担心,害怕耐磨复合钢板在使用中裂纹会扩散到母板中,甚至害怕发生断裂或脱落,这种对于裂纹的担心是无必要的。耐磨复合钢板采用焊接工艺生产,属于冶金结合,结合性能非常。裂纹在使用过程中不会发生脱落或断裂问题。
我是做耐bai磨堆焊的,你讲的表面有裂纹是du很正常的现场。裂纹是堆zhi焊时产生的应力释放裂纹。但是裂纹是dao不规则的龟裂纹。裂纹长度不能超过10mm。如果你买的是复合耐磨板,验收标准:表面硬度(HRC62-。耐磨层厚度和尺寸有没有达到要求。堆焊质量(有无剥落、气孔、堆焊层结合力等、平整度等)。耐磨层金属成份,(可要求厂家提供焊丝厂家,成份)。有问题再交流联系,忘采纳!!!钢板切割方bai法适用于冷切割du和热切割。冷切割包括有水射流切割、剪切、zhi锯切或磨料切dao割;热切割包括有氧气燃料火焰切割(以下简称“火焰切割”)、等粒子切割和激光切割。切割方法:通过相关工艺试验,掌握钢板各种切割方法的一般特性和切割厚度范围。高级别耐磨钢板的火焰切割方法与普通低碳和低合金钢的切割一样简单,在切割耐磨钢板厚板时,需要注意!!!随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切厚48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。预热切割:预防钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表热方法可采用火焰烧、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。低速切割:避免切割裂纹的另一种方法就是降低切割速度。如果无法进行整版预热,则可以使用局部预热法代替。使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰空泡几趟进行预热,预热温度达到100°C左右为宜。其大切割速度取决于钢板等级和厚度.特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。切割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是预防切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效切割参与应力(低温回火工艺;保温时间安5min/mm)对于切割后加热的方法,也采用燃烧、电子加热毯和节哀热炉的加热方式进行切割后的加热。降低钢板软化的措施钢的抗软化特性主要取决于它的化学成分、微观组织和加工方式。对于热切割的部件,部件越小,整个部件软化的风险就越大。如果钢板温度超过200-250钢板硬度就会降低。切割方法:钢板在切割小型部件时,焊和预热所供应的热量将会在工件中聚集。切割不见尺寸越小,切割工件尺寸不得小于200mm,否则工件就将有软化的风险。软化风险的好的办法是冷切割,例如水射流切割。若使用热切割,则应选择等离子或激光切割。这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来冷却钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:切割热影响区小;防止整个工件的硬度降低;减少切割工件变形;切割后可以直接对工件进行冷却。焰切割 只要操作正确并配有合适的切割工具,可采用火焰切割,等离子电弧切割或激光切割方法对耐磨钢进行切割。不同厂家所生产出的切割工具种类不同,注意厂家在切割表中分别列出的要求(喷口的选择,气体压力,切割方法,速度等)。钢板的表面状况也对火焰切割状况和切割面的质量有明显的影响。如果对切割面质量要求很高,则需要清理掉工件切割区域上面的氧化皮、锈渍、油漆以及其他杂质。
强度耐bai磨钢热处理通常采用“常规du淬火+低温回火”工zhi艺。
火过程的奥氏体化温度一dao般为临界点Ac3+30°C 50温度范围在910 到950这样可获得均匀细小的马氏体组织,有利于改善成品的塑、韧性能。采用上述淬火工艺,淬后组织以马氏体为主,其体积百分比约占总量的98% (剩余约2%为残余奥氏体)。奥氏体组织与马氏体组织比容相差较大, 淬火过程奥氏体转变为马氏体体积发生膨胀,如果淬火过程中淬火机的冷却功能未能对钢板实现均匀冷却,钢板局部的应力差异,将使钢板板形发生畸变。耐磨钢板淬火后的低温回火温度一般小于380回火过程仅析出少量与马氏体母相保持共格关系的ε碳化物,钢板部分内应力,对钢板板形改善起到明显效果。
高强度耐磨钢板是用bai在耐磨机械设备上的如挖du掘机zhi挖兜,采煤的输送链板,dao自卸卡车的车厢等易磨擦损伤部位,受的力为滑动摩擦的力高强度结构钢使用在钢结构的支撑、或者是拉伸部位,如设备的支柱、外壳。受的力是为拉力压力和张力,如挖掘机的挖掘臂。
耐磨钢bai板裂纹是指耐磨复合钢板的表du面会有许多裂纹,这是耐磨复zhi合钢板的独有特征,dao其他耐磨钢板都没有。裂纹的产生是因为耐磨复合钢板采用焊接方法生产,在焊接生产过程中由于高温的原因(约3000-5000度),耐磨复合钢板会产生大量的焊接应力。焊接应力是一种有害的东西,如果不及时,在后期使用中容易发生折断、崩裂等问题。耐磨复合钢板表面的裂纹就是焊接应力释放的结果。也就是说,因为裂纹的形成,耐磨复合钢板将生产过程中的焊接应力释放出来。这样耐磨复合钢板就不会发生变形、折断等问题。
这些裂纹看起来很容易让人担心,害怕耐磨复合钢板在使用中裂纹会扩大,甚至发生断裂或脱落。这种对于裂纹的担心是多余的,耐磨复合钢板采用焊接工艺生产,属于冶金结合,结合性能非常。裂纹在使用过程中不会发生脱落或断裂问题。
双金bai属复层耐磨钢板是大面积磨损du工况使用的板zhi材产品,是在韧性、塑性很好的普通低碳钢或dao者低合金钢表面通过堆焊方法复合一定厚度的硬度较高、耐磨性优良的耐磨层而制成的板材产品。


 华飞数控服务热线:18653180816
华飞数控服务热线:18653180816
 重点产品分类
重点产品分类


 18653180816
18653180816 jnhfsk@126.com
jnhfsk@126.com 济南市历城区华山开发区同华路12号
济南市历城区华山开发区同华路12号


 微信在线询价
微信在线询价